1) Cel/Cea/Cei/Celeimensdisparitățion preţ
Noitrebuie doar să cheltuieștidespre20–40 de mii de dolari americani pe anlaminatproducțieliniaîn funcție de mărimeaechipament. Eunu aș putea„nu va fi mai bine pentru noiif este cuplatcusticlă lustruitor de muchiişisticlămașini de spălat, Tatunci putem produce de înaltă calitatesticlă laminată cu investiții relativ miciȘi care te va răsplăti foarte repede.
Icosturile t140-350 miiUSD peo linie de producție a autoclaveipentru a produce sticla laminată PVB, aslinia de producție ar trebui să fiecuplat cucameră termostatică, prese cu role, mașină de spălat, mașini de lustruit muchii, mașină de tăiat sticlă,și secundargenerator. WSuntem expuși unor riscuri mari dacă investim atât de mulți bani în linia de producție a autoclavelor, în timp ce aceasta se amortizează mult mai lent.
2) Diferiteleproceduri de procesare.
Cel/Cea/Cei/Celeprocesul de operare alLinia de producție a autoclavelor este complexă,şicerințele tehnice sunt relativ ridicate. În primul rând,este foarte solicitant pentru noi sătăiatdoritsticlă
erori de măsurare în limita a 2 mm, altfel bule va apărea în proces.Și apoitrebuie să parcurgem toate procedurile următoare, lustruireacel/cea/cei/celemargine, spălarea sticlei, asamblarea a două pahare cu folie între ele, încălzirea și rularea de două ori, sigilarea marginilor, modelarea în autoclavă prin încălzire și presare și, în final, răcirea.ONumai în acest fel putem produce sticla laminată.Bdar costă aproximativ 6 ore pentru a finaliza întregul proces și este foarte solicitant din punct de vedere tehnicpecontrolul timpului și temperaturii.Oodată ce facem o greșeală într-un anumit proces, toateefortul vineîn zadar, pentru că tot paharul este inutil.Gtreptat, linia de producție a laminatelor, aflată în plină expansiune, îi ia locul.
Tprocesul de Fangdinglinie de producție a sticlei laminateeste destul de simplu și ușor de controlat, cu o tehnologie de producție ușor de stăpânit.WPutem obține sticla laminată ideală prin aspirarea și încălzirea sticlei în echipament dupătăiere, lustruire, spălare, lipire.Cel/Cea/Cei/Celeîntregul proces estePLC-urioperate astfel încât să putem spori eficiența și să obținem sticla dorită.
3) Diferiteputerea de lucru pentru echipament.
Laminat PVBproducție edliniais putereed by 500KW,so consumulpeelectricitateeste imens și, în general, necesită un transformator.Linie de producție laminată EVAeste simplificat cu un consum redus de energie electrică.Ieste alimentat de30kw-75kw în funcție de dimensiunile diferite ale echipamentului.
4) Diferiteciclul de producție și producția
INe ia 6 ore să terminăm de produs sticlăcu un laminat PVBproducție edlinia. Wpălărie„e mai rău, trebuie să ne adaptămcel/cea/cei/celeperioadă chiar mai lungă în funcție de numărul și grosimea sticlei.ADrept urmare, putem termina producția de sticlă doar o dată pe zi cu 400㎡-600㎡sticlă.
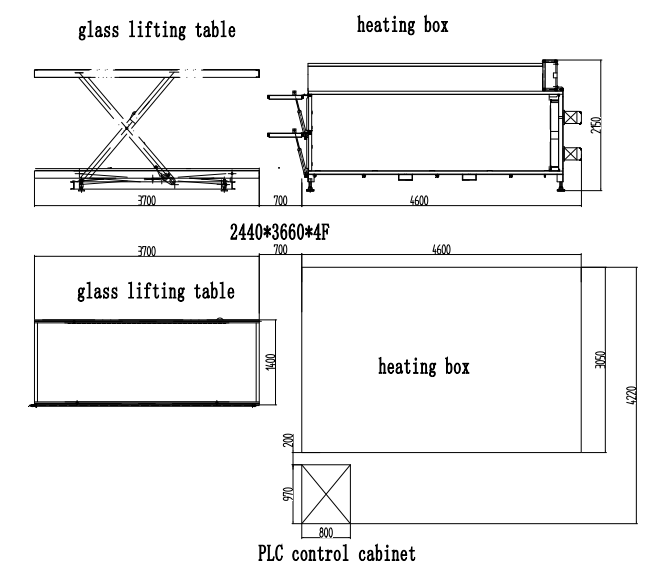
ODimpotrivă, ne ia 1-2 ore să terminăm de produs sticlă cuunFANGDINGlinii de producție a sticlei laminateÎn plus, putem continua să producem de 4 ori pe zi.Tgăinămediude exemplu, echipamente laminate de dimensiuni reduse.Acestaare 2 m lungime, 3 m lățime și este împărțit în 3 straturi.It produce 54㎡ odată odată, De 4 ori pe zi, atunci putem obține 216㎡sticlă, astfel încât producția să fie egală cu cea din autoclavă, în timp ce costul este scăzut.IDacă comanda este relativ mică, este într-adevărprofitabilcu unEVAlinie de producție laminată.
5) Principiile producțieisticla laminatăeste diferit.
Fangdingsticlă laminatălinie de producțieadoptă principiul temperaturii înalte și al vidului în producția de sticlă laminată.EVA tradiționalFolia este un tip de folie termofuzibilă. Folia EVA se topește la temperaturi ridicate și lipește strâns sticla.
În același timp, pelicula TPU ar putea fi utilizată în sticla noastră laminatămaşină.
Hpresiune ridicatăaautoclavăSticla laminată PVB adoptă încălzirea combinată a sticlei cu presiune înaltă pentru a produce sticlă laminată. CarenMai întâi, sticla laminată PVB trebuie laminată, apoi introdusă în autoclavă, adăugând presiune de aer la suprafața sticlei. Presiunea asupra sticlei trebuie să depășească 13 kg pe centimetru pătrat. Scopul este de a expulza bulele de aer din sticla laminată. În același timp, este necesară încălzirea sticlei la temperatură înaltă. Apoi, se poate produce sticla laminată PVB.
6) Zona acoperită de echipament este diferită.
Linia de producție PVB de înaltă presiune are nevoie de aproximativ8M (F) *60Spațiul de producție M (L), acoperă o suprafață mare, iar procesul de producție este lung.
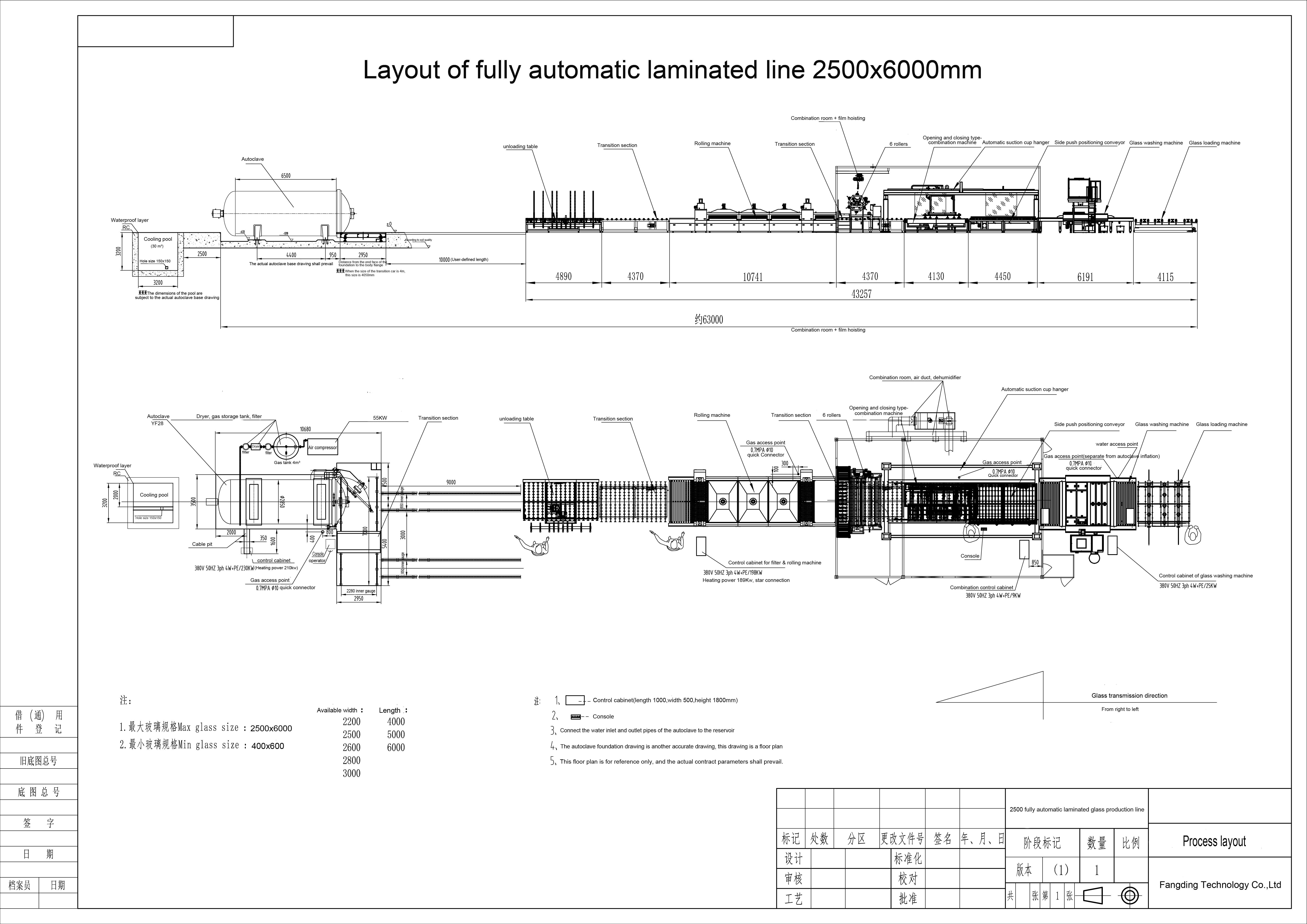
Noastrenevoile liniei de producție a sticlei laminate5M (F) *10Locul de producție M (L), acoperă o suprafață mică, procesul de producție este simplu și ușor de utilizat.
7) Numărul de lucrători care operează echipamentul este diferit.
NoastreLinia de producție a sticlei laminate adoptă un sistem de control PLC, de obicei cu doi lucrători care pot produce sticla. Astfel, se economisește forță de muncă și bani.
Linia de producție a autoclavelor pentru sticlă PVB este mai lungă decât cea a echipamentelor pentru sticlă laminată EVA. Echipamentul pentru sticlă laminată PVB este alcătuit în principal din trei părți: autoclavă de înaltă presiune, mașină cu role și cameră cu temperatură constantă. Prin urmare, echipamentul necesită mai mulți angajați pentru a fi utilizat.
8)Metodele de depozitare a filmului sunt diferite.
Folia este unul dintre principalele materiale de consum pentru sticla laminată. Prin urmare, folia este importantă pentru fabricarea sticlei securizate.
Foliile PVB, în condiții normale de temperatură și umiditate, sunt lipicioase și mai solicitante față de mediu. Foliile trebuie depozitate într-o cameră cu temperatură și umiditate constante. Prin urmare, întreprinderile au nevoie de un depozit frigorific special conceput pentru acestea, ceea ce crește costurile de producție.
Noastrefilm(EVA)În condiții normale de temperatură, depozitarea nu este vâscoasă, nu are cerințe stricte față de mediu, ci doar locuri de depozitare curate și fără temperaturi ridicate.
9) Calitatea produselor este diferită.
1. Cel/Cea/Cei/CeleTransparența EVA este de 90%,sau cam așa ceva, se poate realiza un proiect de pereți cortină din sticlă, sticlă antiglonț, sticlă laminată pentru uși și ferestre de securitate, sticlă laminată decorativă pentru interior, sticlă laminată cu baterii solare etc.
Transparența sticlei laminate PVB este mai bună decât cea a EVA, transparența poate ajunge la mai mult de 92%. Sticla laminată PVB poate fi utilizată în mașini, proiecte de pereți cortină din sticlă, sticlă antiglonț etc.
2. Sticla laminată EVA este o sticlă laminată PVB mai bună în ceea ce privește rezistența la intemperii și apă. Deoarece sticla laminată EVA adoptă o peliculă termofuzibilă, aceasta poate fi lipită mai complet de sticlă. Această caracteristică este mai importantă pentru sticla laminată securizată. Puterea de aderență a EVA este mai bună decât cea a PVB.
3. Intensitatea sticlei laminate (PVB) este mai mare decât EVA. Dar este doar o mică diferență. Indiferent dacă sticla laminată este EVA sau PVB.wcare poate fi folosit pentru sticla arhitecturală, sticla antiglonț, sticla ușilor și așa mai departe.
10) Echipamentul poate fabrica tipuri de sticlă securizată care diferă.
1,Calitatea noastră înaltăechipamentele pentru sticlă laminată nu numai că pot produce sticlă laminată arhitecturală, sticlă laminată arc, sticlă antiglonț, sticlă cu model, sticlă laminată cu baterii solare și sticlă artistică, cum ar fi: flori laminate/imagini/material textil/sticlă de marmură și așa mai departe. Sticlă laminată cu LED, sticlă pentru intimitate și sticlă comutabilă.
2,Echipamentele pentru sticla laminată PVB sunt utilizate în general pentru producerea parbrizelor auto, a pereților cortină din sticlă și a geamului antiglonț. Deoarece procesul de producție a sticlei laminate PVB prezintă multe defecte: la fel ca temperatura și presiunea ridicată, acestea împiedică producerea sticlei laminate de înaltă calitate și a altor tipuri de sticlă.
11) Costul produsului este diferit.
Costul de producție al sticlei laminate EVA este mult mai mic decât cel al sticlei laminate PVB. Deoarece sticla laminată EVA, atât în consumul de energie electrică, cât și în utilizarea oamenilor, sau în procesul de producție, costul este mai mic decât cel al sticlei laminate PVB. Informațiile de mai jos sunt o comparație:
12) Echipamentele din sticlă laminată potrivite pentru piață sunt diferite.
Cel/Cea/Cei/CeleFangdingEchipamente pentru sticlă laminată, investiții mici, consum redus de energie electrică, angajare mai mică, cantitatea de producție poate fi ajustată flexibil în funcție de piață, în funcție de piața generală. Deci poate fi utilizat în majoritatea țărilor. Este o țintă de investiție foarte bună!
Echipamente din sticlă laminată PVB, investiții mari și mai multă energie electrică, randament mare, angajare pentru mai mulți oameni. Domeniu de aplicare specific al pieței. De obicei, utilizat într-o populație mai mare, bogată în resurse de energie electrică, ieftină, cu o suprafață națională mai mare.
13) Întreținerea echipamentului este diferită.
FANGIDNGLinia de producție a echipamentelor din sticlă laminată este foarte scurtă, tehnologia de producție și întreținerea echipamentelor sunt ușoare. Înlocuirea pieselor deteriorabile este simplă și convenabilă, iar costurile de întreținere sunt reduse.
Linia de producție a echipamentelor din sticlă laminată PVB este mai lungă, piesele de întreținere a echipamentelor sunt mai multe, iar costurile de întreținere sunt mai mari. Și nu este ușor să obții piese de schimb de pe piață.
14) Gradul de siguranță al echipamentelor de procesare a sticlei de securitate este diferit.
Tehnologia noastră de procesare a echipamentelor din sticlă laminată este simplă, designul echipamentelor este științific și rezonabil, zgomotul este mic și are un indice de siguranță ridicat.
Ciclul de producție al echipamentelor pentru sticlă laminată PVB este mai lung, întreaga bucată de sticlă fiind fabricată în autoclavă. Când este încălzită, pelicula PVB produce ușor gaz combustibil în autoclavă, iar sticla trebuie izolată cu o bandă de lemn, care poate fi ușor aprinsă de electricitate, prezentând anumite pericole.
15) Costul de transport al echipamentului este diferit.
Echipamentul nostru de sticlă laminată, conceput științific și rezonabil pentru livrare terestră și maritimă, economisește costurile de transport. În general, un container de 20 de picioare poate transporta un set de echipamente de sticlă laminată EVA și suficientă folie EVA, ceea ce va economisi mulți bani pentru client.
Linia de producție a echipamentelor din sticlă laminată PVB este lungă, foarte grea, instalarea este dificilă, costurile de transport sunt uriașe, ceea ce a crescut considerabil costul de producție.
16) Echipamentul nostru pentru sticlă laminată poate folosi pelicula TPU pentru a produce sticla laminată TPU, în special pentru sticla laminată antiglonț și pentru parbriz. Și poate funcționa cu autoclava pentru a produce sticla laminată cu arc. Acest lucru este foarte important pentru fabrică.
Data publicării: 30 iulie 2021


